In the era of Digital Transformation, the manufacturing firms need drastic evolution through process innovation, standardization, and integration of their MOM solution in alignment with applying IIoT and AI. In this context, an efficient Global Integration Strategy is crucial for MNCs successfully develop and roll-out mission-critical solution to the manufacturing sites across the globe.
Executive Summary
This document is a knowledge base article (KBA) summarizing good practices that FPT Software Smart Factory SME team have gained while helping FPT Software customers in the manufacturing sector to integrate and roll-out their systems (MES, IIoT: Cloud Dashboard) across the globe.
4.0 technologies and manufacturing best practices across the enterprise are critical to achieving operational excellence that helps overcome the challenge of increasing complexity of production and shorten the production cycle. Moreover, factories in developing countries have a famous of untidy system with diversity & chaotic ERP, MES, and even “excel automation”… This makes many enterprises find themselves struggling in Smart Factory adoption journey.
Therefore, standardization of processes and eBOM/mBOM at the global scale is the top challenge and also as seen as the top priority for global manufacturers.
This article presents best practices for successful global integration strategy from a practical perspective.
Global Integration Strategy under the business perspective
“In the new world, it is not the big fish which eats the small fish, it’s the fast fish which eats the slow fish” – Klaus Schwab, Founder and Executive Chairman, World Economic Forum.
The disruption & impact of Industry 4.0 has changed the existing ways of working and introduced new ways of creating value for an organization, thus required transformation progress to happen in every business entities. While many consultant firms can help business leaders in developing a visionary roadmap and point out some initiatives to start the transformation, the residual problem is how to convert a successful proof-of-concept into comprehensive change into business operation and maximize the chunk of return-on-investment. This kind of problem endangers the success of digital transformation and inevitable to top business players – who tend to have multiple manufacturing sites and a complex FICO (Financial Accounting and Controlling) systems to adapt to local law.
To guarantee successful roll-out, the establishment of Global Integration Strategy is expected to make global adoption smoothly, in addition to site-specific customization with reducing the enormous magnitude of complexity.
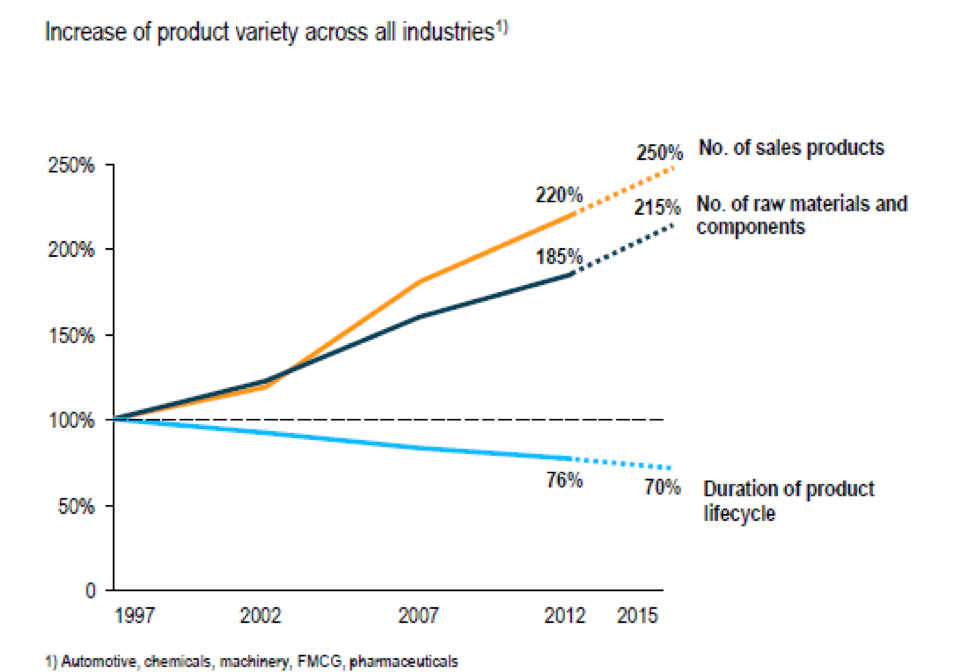
A survey in 2015 showed that product variety more than doubled in the past 15 years and lifecycle have shortened by around 25%. In order to keep up, market leaders are now focusing on achieving operation excellent at a global scale. While most of our customers facing the biggest problem during trying to make standardization process happened, some successful one still have to face other challenges:
+ Barrier in the agreement of best practices across sites
+ Culture different and anti-change mindset
+ Requirement and changing conflict across sites
+ Site-specific systems are built with legacy technology and working in isolation
+ Dependencies with the 3rd party, an external system different from site to site
+ Availability of system blueprint (document) and SME (subject-matter-expert) during solution construction
These challenges need to be solved and some practices can be applied at the beginning to minimize both the likelihood and the impact of these challenges.
Practice 1: MES Global Project with Agile Methodology
In MES, Agile development methodology can help smoothen the implementation & roll-out process, compared to the stake-holders classic waterfall model. Using iterative & incremental approach can reduce the likelihood of miscommunication and quickly identify gaps, challenges. Typically, each sprint, small aspect of the to-be system is developed, tested and dem stakeholders before moving to the next sprint. This provides the project team-high agility to adapt to changes & keep the minimum viable product.
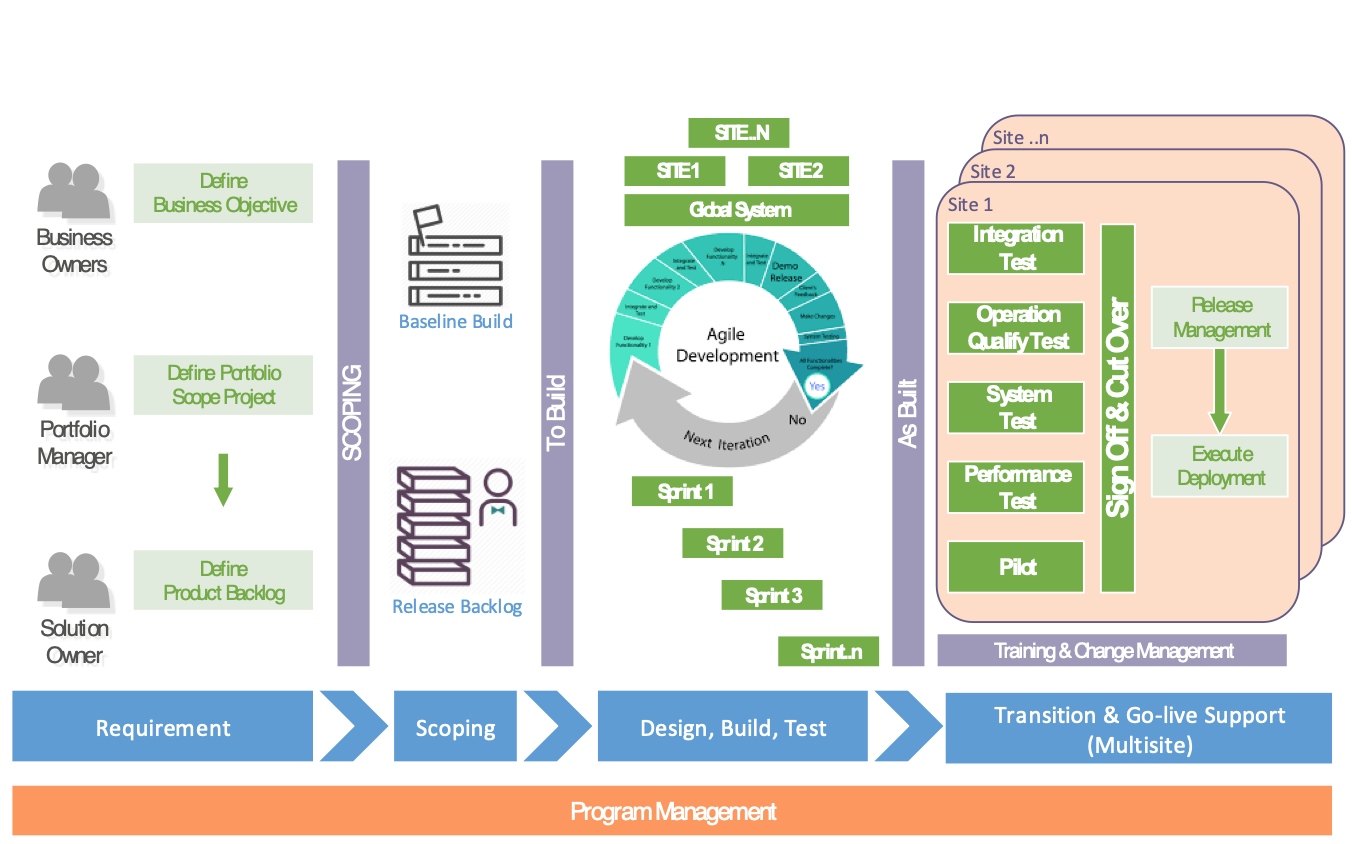
This model can help improve visibility and better control of project progress by the elimination of “waste” and keep the solution both be standardized and adapted with customization varying from site to site.
Practice 2: Think Big but Start with a baseline
A global project is expected to cover the enterprise vision and has the functionality that “best match” to every site. This expectation is a common goal to gather every business stakeholders and get their interest as much as their support for solution development. This is also the reason why making the solution takes a very long time until can be utilized in reality. The baseline requirement should be completed by a core solution group that has the authority to decide the functionalities, key performance matrices, reports that are required at each plant.
All requirements related to this baseline are considered no-change and must be supported by business users across sites. After the establishment of a baseline for core solution, a program management framework should be implemented with the coordinator from the core solution group and adequate participation from sites to discuss “hooks” or “plugins” to address site-specific requirements.
Practice 3: Phased vs Big Bang
In order to make sure the investment success, the management of the global project should be governed under an enterprise program model. While keeping the management centralize at the enterprise level, the execution can be break-out into phases instead of Big Bang approach. Especially, MES deployment at each site can be treated as a project and if needed, a more lightweight or heavier solution can be considered for each site. Taking the phased approach allows the program management to use fewer resources and experts to focus on successful deployment of the solution in selected sites and allows improvement chances as much as harness the knowledge base.
Most of MES systems are modular in natures, each module focus on a distinctive function such as finite scheduling, equipment management, performance monitoring, ERP integration, laboratory information, and plant floor automation systems. Phased-approach can shorten the time-to-benefit for key modules and smoothen the training process to successfully cut-over for new go-live system in brown-field site.
On the other hand, a Big Bang approach can provide as-is all the benefit in a single go-live time but requiré a lot of resources before any MES benefit can be acknowledged. The Big Bang approach is considered suitable for the new factory site where impacts to the current process or legacy systems would not exist.
Practice 4: Applied ISA-95 to keep integration simple but ensure enterprise quality
Today enterprise application ecosystem is often complicated and application rarely works in isolation. Business operation tends to be backed by separate applications & services, inside or outside the enterprise. Integration with application and services remains challenges even many integration platforms like MuleSoft and Oracle Service Bus are widely used.
In the manufacturing industry, ERP integration, MES integration, PLM integration is not a new story but a lot of common pitfalls still can happen. During system design, the data model should be developed carefully and correctly to make sure data flow between both parties simple, precise and no conflict will be introduced. Keep the integration model simple to reduce both short and long term risk. The ISA-95 Standard Enterprise – Control System Integration provides a framework within which a system should perform what functionalities and the key data exchange that would occur between interfaces. When developing an interface for both parties in the integration process, always follow the methodology laid down by industry standards.
Practice 5: Learning Dictionary & Knowledge-based Articles
It’s not in a short time for the enterprise to finish their Smart Factory adoption journey and Global project roll-out tend to be last in 3-5 years. Tracking and sharing lesson-learned solution can help program management team saving efforts for similar problems and keep the program on track. All the issues, risk, technical challenges are resolved at one site can be logged and stored in a central portal that other site can leverage them at their sites.
Moreover, for the enterprise to retain the knowledge and keep improving the successful likelihood of a global roll-out project, the need to enriching the enterprise knowledge base and digitize project experience are very important.
Practice 6: Modelling for MES is not just a data input process
The modeling is the development of the plant process within the MES which typically divide to Master Data and Master Batch Record Configuration. Master Data includes the products, material, equipment definition, and work center locations, while the Master Batch Record includes workflow, work instructions and data collection.
The development of this model has a very significant impact on the later efficient operation of the plant. It determines the benefits which the MES will bring when implemented. If this model is not optimally developed, it may result in the full potential of the MES system not being realized. Moreover, errors made in the modeling at this stage can be very costly to remedy retrospectively once an operating history is established.
Generally, modeling specialists should be the one who understands both the system capabilities and business knowledge. These modeling specialists typically bring best practice in this area as they will have likely encountered a similar process in previous projects. The absence of modeling specialists can lead to the risk of the development of a model that does not promote the most efficient configuration and may be inflexible in dealing with future products and plant expansions



